HDI flex circuit cutting, hole and via drilling as well as selective Polyimide removal is defined as spaces and traces less than 200um and 250um or less for vias. Our lasers are well-suited to efficiently cut polyimides and metals for flex processing. Less debris, faster cutting speed and better quality of cut are the advantages of laser cutting of flex circuits.
There are numerous other advantages to flex circuit laser machining. With this type of micro machining the edges are clean and there is no burring. The patterns which can be cut in to the flex material can be complex meaning what’s allowed is extremely fine contour cutting as well as very tight radii corners. There is also almost thermal influence form the cutting which means no delamination results. Finally, laser machining of flex circuits allows for high positional accuracy and the ability to have reference dimensions back to the fiducials.


 Polyimides have found many applications in different industries such as electronics, medical, and aerospace in addition to numerous applications in commercial goods. Unique properties of Polyimides such as high working temperature, resistance to radiation, low flammability and smoke emission, wear resistance, good dielectric properties, and chemical stability make them materials of choice for design engineers. Polyimides such as Kapton, Vespel, Upilex, Kinel and Robon are available commercially in sheets, film, tube or rod shapes.
Polyimides have found many applications in different industries such as electronics, medical, and aerospace in addition to numerous applications in commercial goods. Unique properties of Polyimides such as high working temperature, resistance to radiation, low flammability and smoke emission, wear resistance, good dielectric properties, and chemical stability make them materials of choice for design engineers. Polyimides such as Kapton, Vespel, Upilex, Kinel and Robon are available commercially in sheets, film, tube or rod shapes.
Major applications include multilayer thin metal/dielectric "sandwiches" for flexible circuits used in the electronics industry, small parts for medical applications, ink jet printer heads, flow devices, drug delivery systems, and masks. Most of these applications require precise machining in order to create various shapes and cuts. Machining of holes, slots, cutting of small parts from polyimide or multilayer films has always been the application of choice for conventional laser cutting using Carbon Dioxide lasers. A highly concentrated laser beam delivers heat energy to a desired location thereby raising the temperature on the workpiece and "cutting" through the material. The melting/evaporation technique is suitable for low end applications when edge quality is not a concern. New requirements for miniaturization in all industries bring the need for greater precision in the machining process and therefor UV lasers are the choice. BEST Inc. has both sources available depending on the application and throughput requirements.
Lasers machining of flex circuits, is a non-contact method that offers machine in a non-contact versatile and flexible format. The cutting area tends to be very small (in the case of BEST lasers this is down to 10 microns) thereby providing for a high precision cutting tool. These laser machining sources are able to cut complex shapes with a stress free process thereby allowing more circuits to be placed in a given area. This ability to precisely cut flex circuits makes it an idea way to quickly prototype and develop IoT device circuit boards having to fit in to tight spaces.
An improved cutting quality can be achieved by reducing the thermal influence on the material, the laser accomplishes this by keeping the zone affected by heat to a minimum. Both the thermal and optical penetration depths provide a good estimate of how much a heat-generating process can influence the cutting process. The smaller the cut parameters and the smaller the thermal penetration depth compared to the optical penetration depth, the more the energy is confined to a small volume, increasing the thermal gradient thereby improving the cutting quality.
") CO2 Laser Hole (hole = .020" Dia.)
CO2 Laser Hole (hole = .020" Dia.)
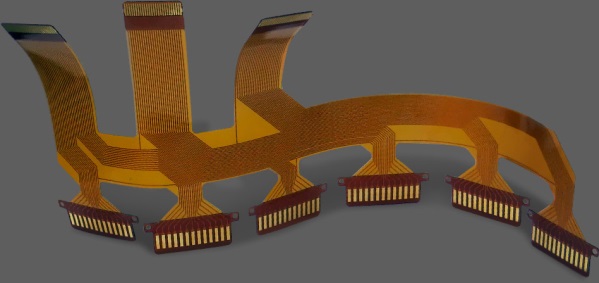
The above pictures demonstrate the machining polyimides for flex circuits using a traditional Carbon Dioxide laser. The process is dry and non-contact yielding 100% in part production. The smallest feature that can be produced is .001" in size with an accuracy of placement of .0005" within a 12" square work area.




{kind=link}