Another reason for lead tinning is for the conversion of components with lead finishes that are lead bearing in order that they be compatible with “lead free” RoHS compatible assemblies.
Tin dipping of components in RoHS compatible solder is one means to turn the lead bearing components in to devices which can be used in a RoHS compatible soldering process. The conversion of lead bearing components in to those which can be used in the lead free soldering process is what this controlled process can result in.
A common example of how this lead tinning refurbishment service works is that a customer, having to go ahead with building a very old design using obsolete and excess inventory, opens the component packaging only to find that the leads have a severe oxide layer formed around them. This oxide layer is thick enough such that the leads do not meet the solderability requirements. A wetting balance measurement, made per IPC J-STD-002 is made to confirm the lack of solderability. In other cases unauthorized distributors can send parts in to the user only that the user discovers that they have unsolderbale components. The refurbishment of these legacy components begins by running samples using a variety of different flux and cleaning solutions followed by hot solder tin dipping them in the appropriate soldering alloy with the intention of replacing the old finish with a fused intermetallic finish. Finally, after the lead tinning process is “dialed in” the wetting balance test confirms an increase in wettability.
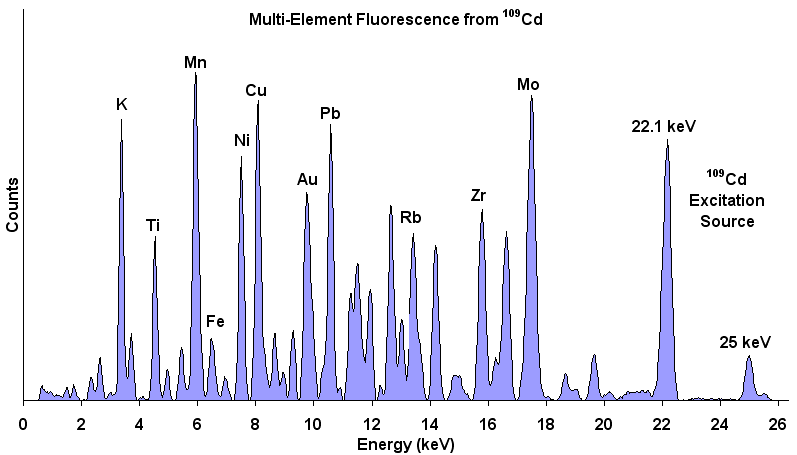
BEST can provide the lead tinning services for turning your lead-bearing component covered leads in to ones that reduce the lead levels to below the 0.1% by weight RoHS guidelines. In this scenario BEST can perform XRF measurements in order to determine the elements in the solder on the existing leads. In XRF measurements X-rays, which form part of the electromagnetic spectrum and are expressed in terms of their energy or wavelength XRF (X-ray Fluorescence) are a consequence of changes that take place within an atom. When a high energy X-ray collides with an atom it disturbs the stability in the outside electron energy levels. An electron is ejected from a low energy level and a space is created. As a result an electron from a higher energy level (eg L shell) falls into this space. The trick is trying to measure them and identify which element/s are being dealt with. A “signature” is then an output of this measurement resulting in a idea of what elements are present in the sample. XRF measurements are made in a pinpoint area of the sample and report a percentage of elements on the sample being measured.
This analysis can confirm post tinning that the percentages of the non-allowed RoHS2 substances are within the specified RoHS limits. Your components will be processed on a robotic machine using a double dip process in order to sure proper solder coat adhesion. The first dip is into a cleansing bath of molten alloy to remove the original coating, followed with a flux dip then a final immersion into a clean solder bath for a pure eutectic or RoHS2 finish. The led tinning will then insure that the component is RoHS2 compliant.





